
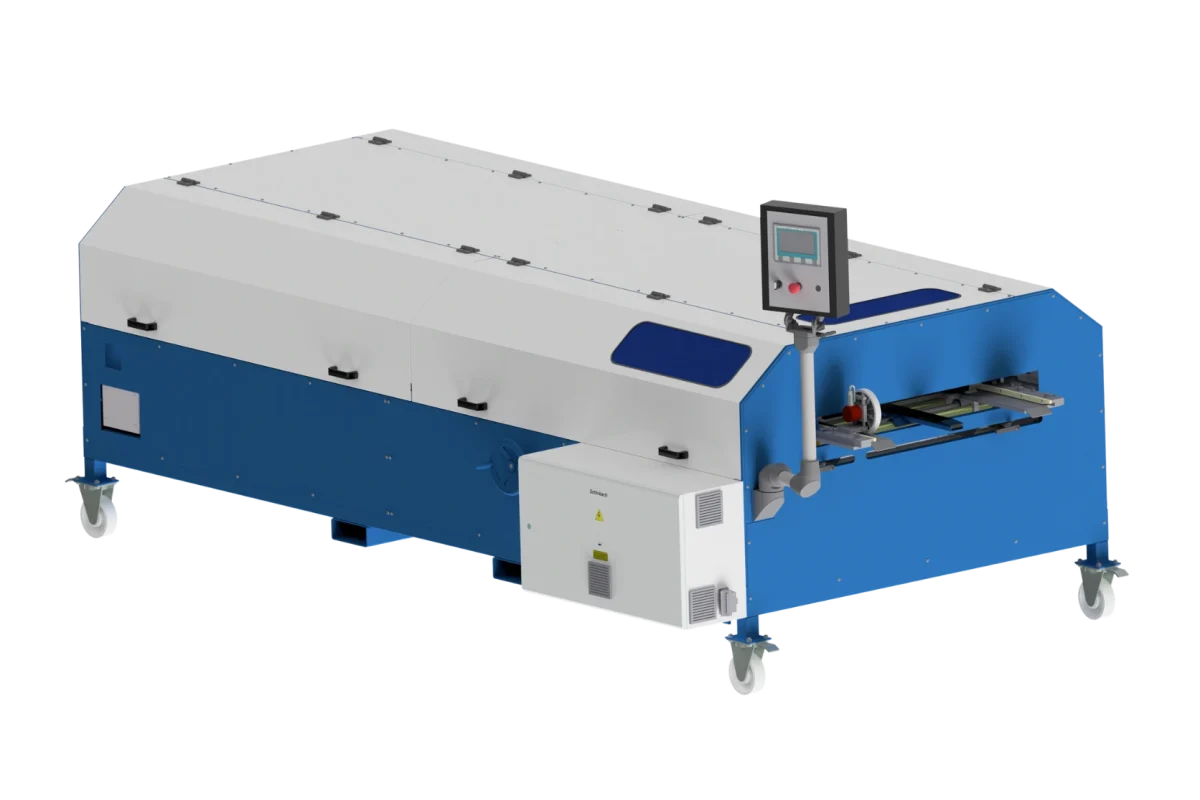
The QUADRO profiling machine is a versatile and multi-functional profile shaping system. The basic machine is designed to produce sheet metal profiles for a large variety of applications with a user-friendly system and very short retooling times.
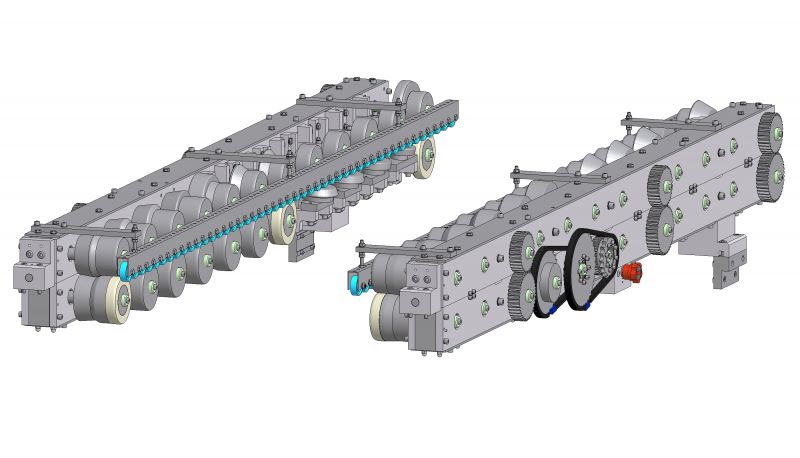
The profiling machines exchangeable cassette system with 10 or 12 forming stations provide for very short retooling times for different profiles. This means that the Quadro machine can be used effectively and economically for a variety of different profile shapes.
An ingenious design permits customers to select the required equipment individually, i.e. the type of application of the machine. The machine can also be upgraded at any time by the addition of another cassette, or various accessories.



Features
Quadro Serie
- robust, versatile and multifunctional
- user-friendly PLC control with touch panel
- stepless width adjustment 300 – 800 (1250/XXL)
- low length tolerance of approx. 1-2 mm
- feed rate 14, alternative 20 m/min
- selection of a variety of roof and facade profiles/ special profiles to meet customers’ wishes
- exchangeable cassette system for short changeover times
- high profile quality thanks to the large number of forming stations
- can also be used for single-sided passes for conical panels
- electrically powered roller shears to perform cross cuts with automatic cutting
- can be adapted to suit many applications thanks to extensive accessory range/ additional modules
- shortest panel length approx. 700 mm/ depending on material and profile
- optional cutters for panel lengths over approx. 100 mm
- optional longitudinal cutter (LS) for producing fitting strips (see QUADRO KS)
- forklift pockets for safe transport
Quadro TP
- compact machine from the QUADRO series
- pivotable exchangeable cassettes with 10 forming stations
- exchangeable cassettes with 12 forming stations (not pivotable)
Profile information
Changing cassettes with 10 roller stations both sides and may be swiveled
You can select 2 profiles:

Profile selection
| double standing Seam in height | 25, 32 and 38 mm |
| double standing Seam with Clip Relief in height | 25, 32 and 38 mm |
| snap in height | 25 and 38 mm |
| snap with cliprelief in height | 25 and 38 mm |
| nail strip in height | 25 and 38 mm |
| u-profile | max. 36 mm |
Profile Information
Profile Standing Seam
Profiles Snap and Nailstrip
Changing cassettes with 10 roller stations one-sided and can not be swiveled
You can select 1 profile:

Profile selection
| double standing seam 50 mm | |
| double standing seam 50 mm with cliprelief | |
| double standing seam 50 mm (2″) USA version |
Profile Information
Changing cassettes with 12 roller stations one-sided and can not be swiveled
You can select 1 profile:
Profile selection
| Snap Lok 43,5 (1 3/4″) | |
| Sofit Panel | |
| Wall Panel | |
| Step Panel |
PROFILE INFORMATION
Profiles Snap and Nailstrip
Profile facade profile Prof88 and SOFFIT
Profile facade profile stepped tile panel
Special profiles according to customer specifications
Here some examples for special profiles:
Control variants
Hejm position controller (fixed programmed microprocessor control)
- control panel with three-piece LED display
- 9 programs and each with 333 steps = 2,997 lengths and quantities can be free chosen
- manual or automatic operation

- single-step or continuous operation
- zero cut manual with roller shear
- program mode
- working mode
Touch panel control (PLC)

- control panel with 5.7 Zoll touch screen (STN/ colored)
- 4096 displayable colors
- resolution 320 x 240
- multilingual menu language
- user-friendly operator interface
- 25 program memory locations with each 40 program steps
- manual operation as jogging mode
- automatic operation in single-step and continuous operation
- setting-up mode
- feeder speed continuously adjustable with the control panel
Touch panel control (PLC) with guide rail unit
- control panel with 5.7 ” touch screen (STN/ colored)

- 4096 displayable colors
- resolution 320 x 240
- multilingual menu language
- user-friendly operator interface
- 25 program memory locations with each 40 program steps
- manual operation as jogging mode
- automatic operation in single-step and continuous operation
- setting-up mode
- feeder speed continuously adjustable with the control panel
- guide rail unit for comfortable operation of the control in the infeed or discharge area of the machine
Touch panel control (PLC) with guide rail unit
- control panel with 10.4 ” touch screen (STN/ colored)

- 4096 displayable colors
- resolution 640 x 480
- multilingual menu language
- user-friendly operator interface
- 25 program memory locations with each 40 program steps
- manual operation as jogging mode
- automatic operation in single-step and continuous operation
- setting-up mode
- feeder speed continuously adjustable with the control panel
- guide rail unit for comfortable operation of the control in the infeed or discharge area of the machine
Accessories
Guideboy
Additional material guide for single-sided profile shaping of panels. The installation of the guideboy on any of the Schlebach profile shaping machine infeed guides requires little effort.
The Guideboy prevents the sheet material from shifting towards the centre of the machine during single-sided profile shaping operations. The required lateral force across the profiling direction may be adjusted by means of the directional angle, as well as an increase of the contact pressure on the sheet metal.
Damage to the material surface is ruled out by the use of high quality pressure rollers with a special rubber coating.
Slitting device LS
Slitting device for burr-free slitting of coil material before profile shaping. The LS can save time, especially when long standing seam sheets are being profiled from existing coil widths. This will also dramatically reduce the variety of coil widths that have to be carried in stock, which also results in a reduction in storage costs.
The cutting head is adjustable across the profiling direction to permit edge trimming of the infeed material to the required width. The blades of the cutting head are made of high quality tool steel to provide maximum service life. Because of the maintenance-friendly design, the cutting discs may be replaced or reground with very little effort when they have worn down.
Concave curving attachment
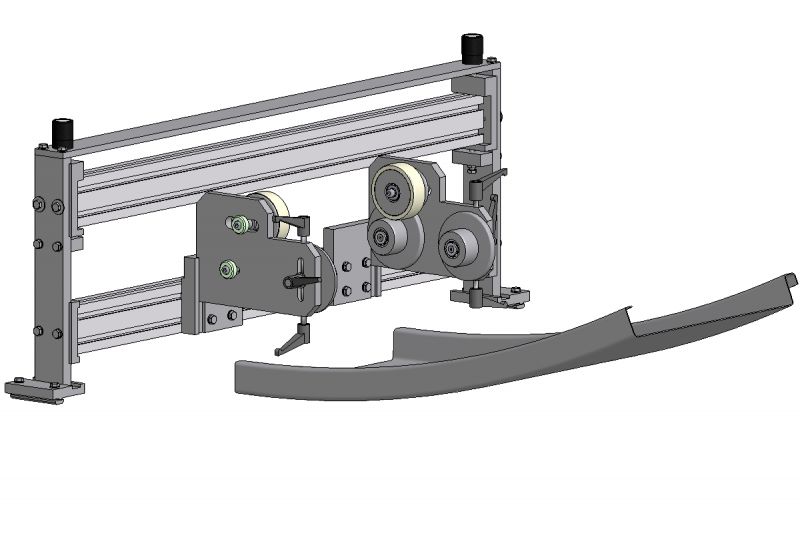
Concave curving attachment for the production of concave folded profile panels with a maximum height of 25 mm and a minimum bending radius of 3,000 mm. The concave curving attachment is attached to the exit area of the profiling machine and is suitable for retrofitting. The folded profiles produced by means of the profiing machine is automatically fed to the concave curving attachment and bent to the desired radius by adjustable pressure rollers. The concave curving attachment consists of two bending assemblies, one for the side lacking overlap as well as one for the overlapping side of the profile.
Note: Concave curving is only possible at parallel profiled shapes.
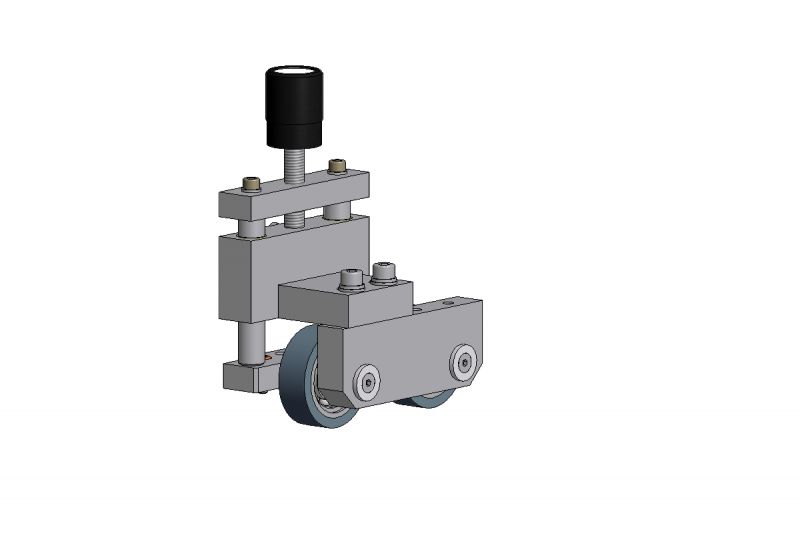
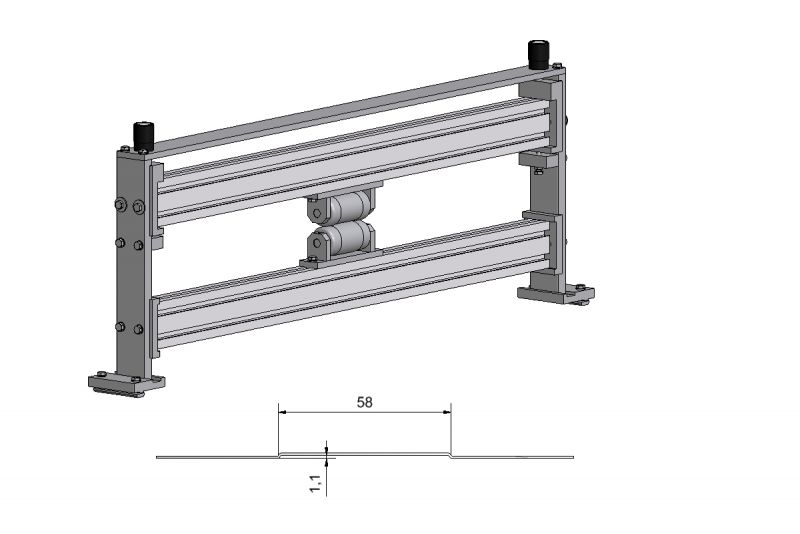
Ribbing attachment 25 mm
Ribbing attachment to shape longitudinal ribs with a width of 25 mm and a depth of approx. 1.1 mm into the visible surface of profiled panels. The ribbing attachment consists of a guide unit, upper and lower ribbing rollers with brackets. The ribbing attachments are equipped with high-quality ribbing rollers on ball-bearings to ensure maximum protection of the surface of the panels being profiled. The ribbing attachments are continuously adjustable across the profile shaping direction. This ensures that the distance of the ribs that are pressed into the panels may be adjusted as required.
Note: The profiling of ribs is not possible on conical shapes.
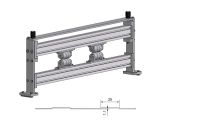
Ribbing attachment 58 mm
Ribbing attachment to shape longitudinal ribs with a width of 58 mm and a depth of approx. 1.1 mm into the visible surface of profiled panels. The ribbing attachment consists of a guide unit, upper and lower ribbing rollers with brackets. The ribbing attachments are equipped with high-quality ribbing rollers on ball-bearings to ensure maximum protection of the surface of the panels being profiled. The ribbing attachments are continuously adjustable across the profile shaping direction.
Note: The profiling of ribs is not possible on conical shapes.
Pencil ribbing attachment
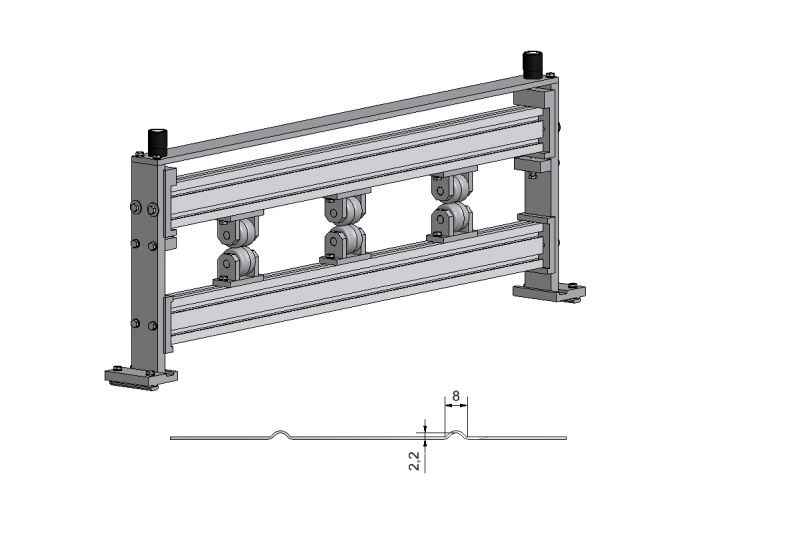
Ribbing attachment to shape round ribs with a width of 8 mm and a depth of approximately 2.2 mm into the visible surface of profiled panels. The ribbing attachment consists of a guide unit, upper and lower ribbing rollers with brackets. The ribbing attachments are equipped with high-quality ribbing rollers on ball-bearings to ensure maximum protection of the surface of the panels being profiled. The ribbing attachments are continuously adjustable across the profile shaping direction. This ensures that the distance of the ribs that are pressed into the panels may be adjusted as required.
Note: The profiling of ribs is not possible on conical shapes.
Striation unit
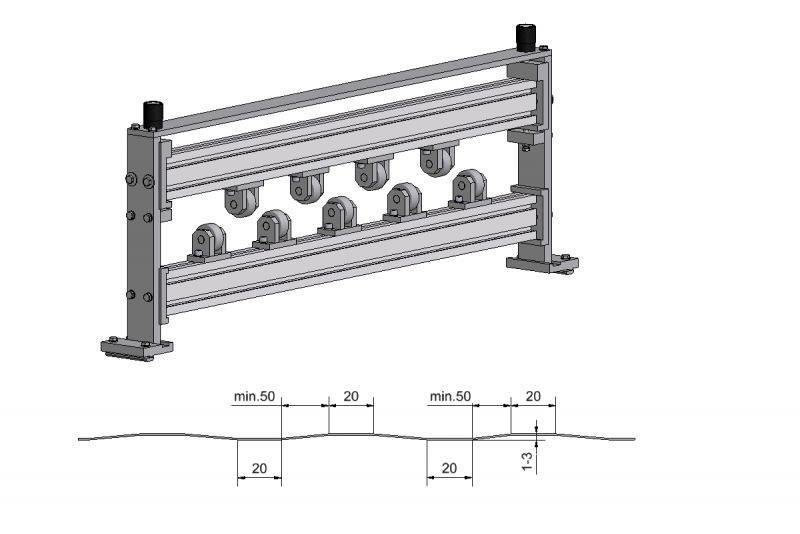
A striation unit to create small vertical striations with a width of 20 mm and an adjustable depth of 1-3 mm. The distance between the individual striation is at least 50 mm. The striation unit consists of a guiding unit as well as four upper and five lower striation rollers. Striation units are equipped with high-quality ball-bearing striation rollers that provide maximum protection to the surface of the profiled plates. The striation unit is continuously adjustable perpendicular to the profiling direction. This means that the distance between the striations that are impregnated into the plates is variable.
Note: The profiling of striations is not possible on conical shapes.
Perforation unit
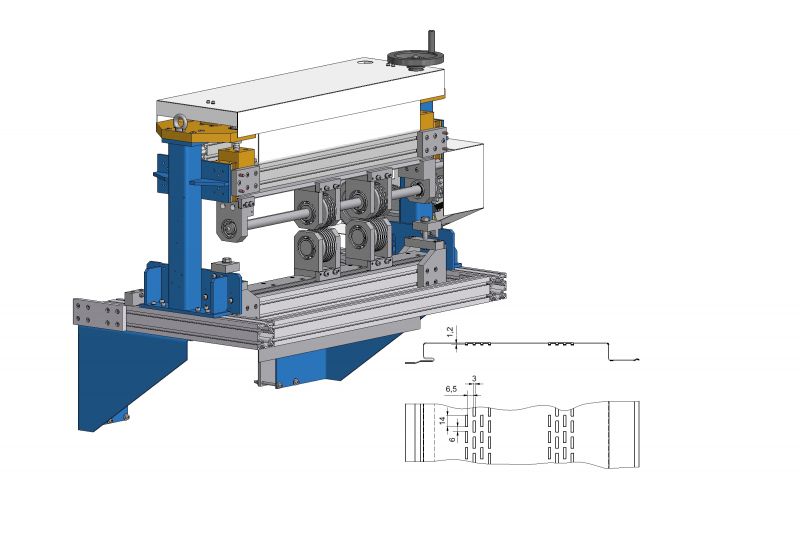
A perforation device to perforate the visible area of profiled panels of soffit-panels or reveal panels. The purpose of perforation these panels are for example to provide rear ventilation or sound proofing on facades or ceiling coverings. Depending on the width of the profiled panel, either one or two perforations with four perforation rows each may be applied to the panels. The perforation unit is flanged to the exit area of the QUADRO profile shaping machine. Two powered perforation units with four perforation rows are mounted on a sturdy welded frame. The unit is driven by a chain which is connected to the last station of the profiling cassette. The perforation tools are made of wear-resistant tool steel. The perforation unit is also suitable for retrofitting.
Note: The perforating of conical shapes is not possible.
V-ribbing and perforation unit
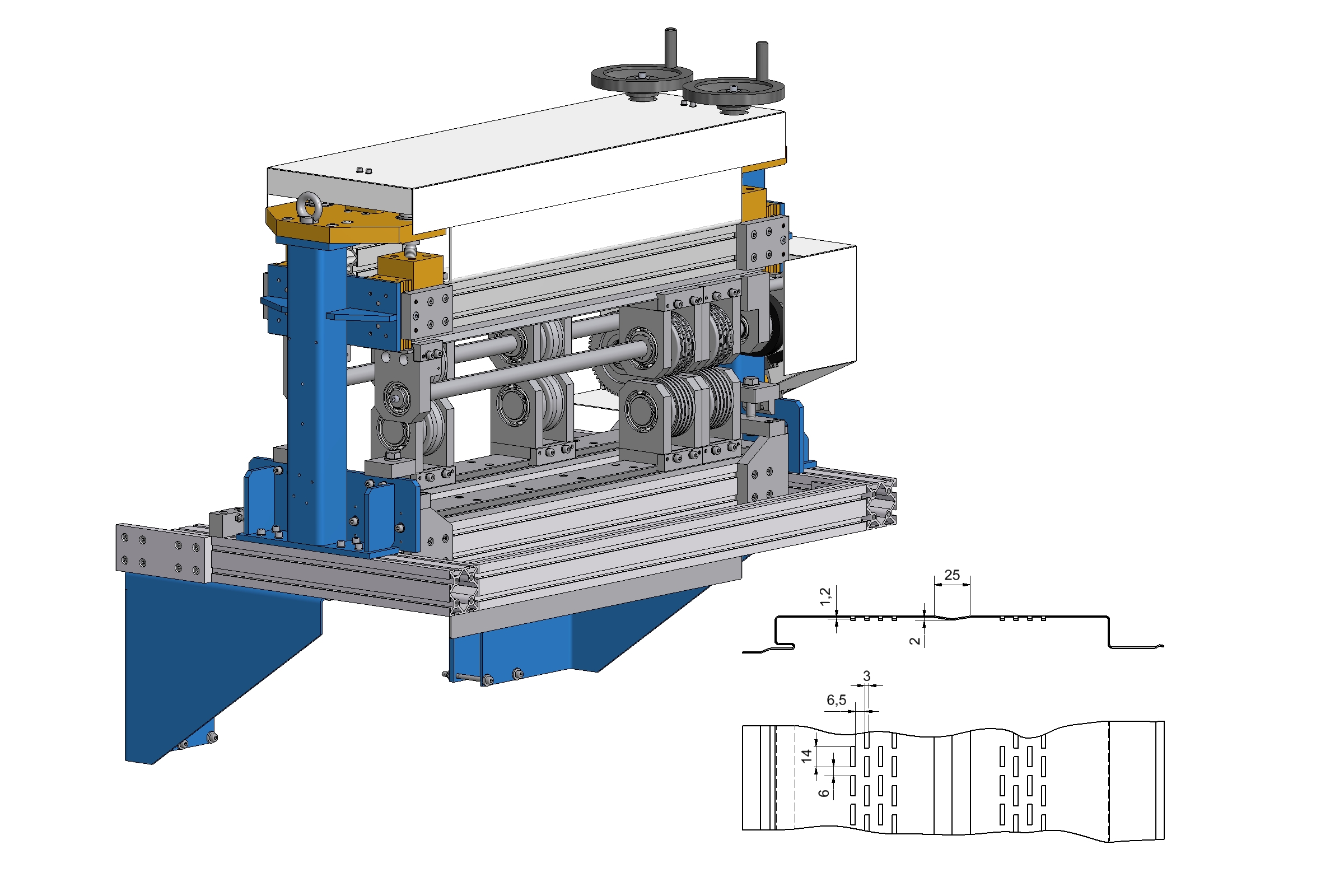
A perforation device to perforate and/ or apply a V-rib to the visible area of profiled panels of soffit-panels or reveal panels. The purpose of perforation these panels are for example to provide rear ventilation or sound proofing on facades or ceiling coverings. The V-ribbing provides the visible surface with optical divisions. Depending on the width of the profiled panel, either one or two perforations with four perforation rows each may be applied to the panels. The perforations may be combined with one or two V-ribs. Alternatively, the V-rib may be used without perforations. The unit is flanged to the exit area of the QUADRO profiling machine. Two powered perforation units with four perforation rows and two V-ribs are mounted on a sturdy welded frame. The unit is driven by a chain which is connected to the last station of the profiling cassette. The perforation tools are made of wear-resistant tool steel. The V-ribs made of high quality steel surface treated special steel. The unit is also suitable for retrofitting.
Note: The perforating and/ or profiling of V-ribs of conical shapes is not possible.
Punch for Soffit-panels

Soffit-panel punch to cut slots into the mounting bracket during profiling. A rotating punch that is driven by the material feeder cuts evenly spaced 4.4 x 12 mm oblong holes at intervals of approx. 56 mm into the bracket.
Punch for wall panels
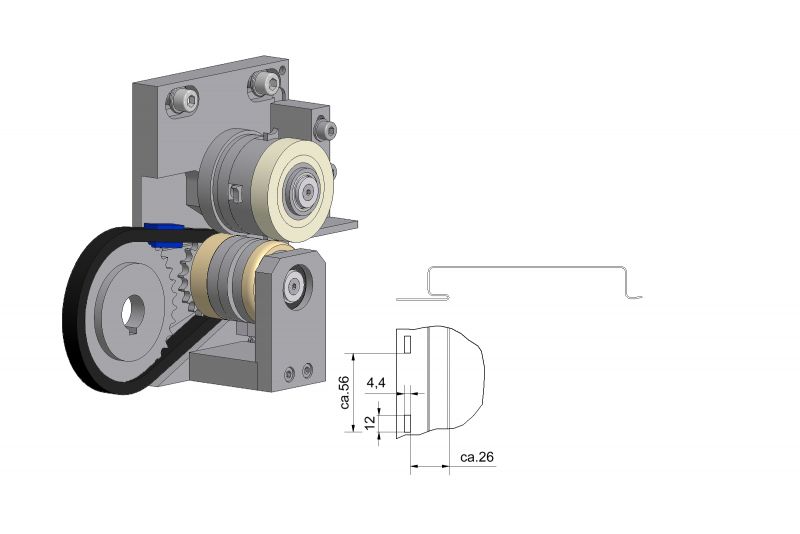
Wall-panel punch to cut slots into the mounting bracket during profiling. A rotating punch that is driven by the material feeder cuts evenly spaced 4.4 x 12 mm oblong holes at intervals of approx. 56 mm into the bracket.
Cross-cutting assembly QA60

Cross-cutting assembly for oblique cuts on profiled panels is made of non-ferrous metals. The assembly consists of a stable welded base frame, a swivelling table with carriage and a high-quality circular saw made by Bosch that is supplied with special blades for copper (type SBC with a hard chrome finish) or alternatively aluminium and titanium zinc (type SBS with steam-treated surface). The cutting angle across the profile shaping direction is continuously adjustable from 0° to ±60°. The connecting components required to flange the assembly to a profile shaping machine are delivered with the QA. The cross-cutting assembly can be installed after the profile shaping unit of different profile shaping machines. The existing length measuring device may be used.
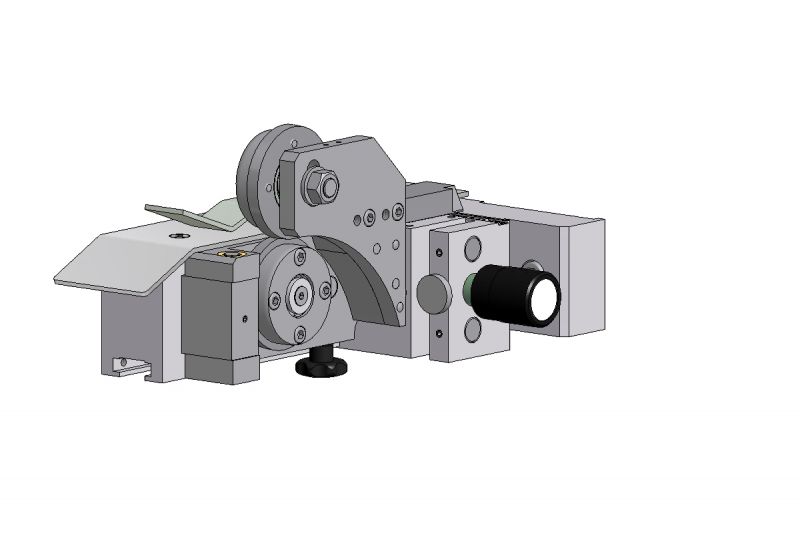
Segment knife cutting unit SMTE25
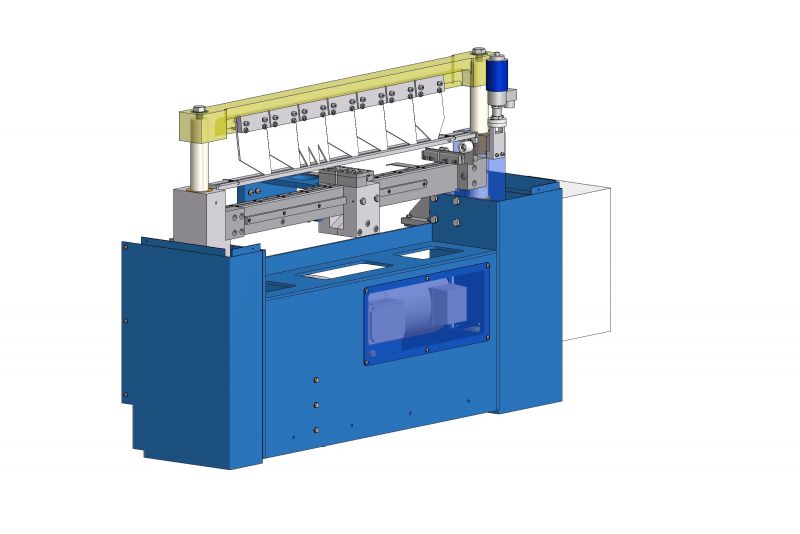
The motor-driven cutting unit for standing seam profiles for height 25 mm is installed downstream from the QUADRO profiling machine. The cutting unit is programmed and integrated into the process using the control system of the profiling machine. The cutting guide is set using the width adjustment system of the profiling machine.
Using the cutting unit, it is possible to cut even short profile cladding panels starting at 100 mm without flash or twisting.
Oblique cutting system STA
 The STA unit is flanged to the exit area of the QUADRO profile shaping machine. After the profile shaping process and when the lateral profiling areas having been notched by an AK–QUAD, profiled panels may be cut at an angle ranging from 0° to ±60°. The Quadro machine controller calculates the eventual cutting position using the programmed profile parameters. When the desired length is reached, the machine controller will stop the QUADRO’s profiling process. The operator adjusts the cutting unit for the required angle. Now the profile plate is clamped to the supporting table of the cutting unit by means of the manual hold-down device, then it is cut with the manual roller shear.
The STA unit is flanged to the exit area of the QUADRO profile shaping machine. After the profile shaping process and when the lateral profiling areas having been notched by an AK–QUAD, profiled panels may be cut at an angle ranging from 0° to ±60°. The Quadro machine controller calculates the eventual cutting position using the programmed profile parameters. When the desired length is reached, the machine controller will stop the QUADRO’s profiling process. The operator adjusts the cutting unit for the required angle. Now the profile plate is clamped to the supporting table of the cutting unit by means of the manual hold-down device, then it is cut with the manual roller shear.
Oblique cutting system STA-M
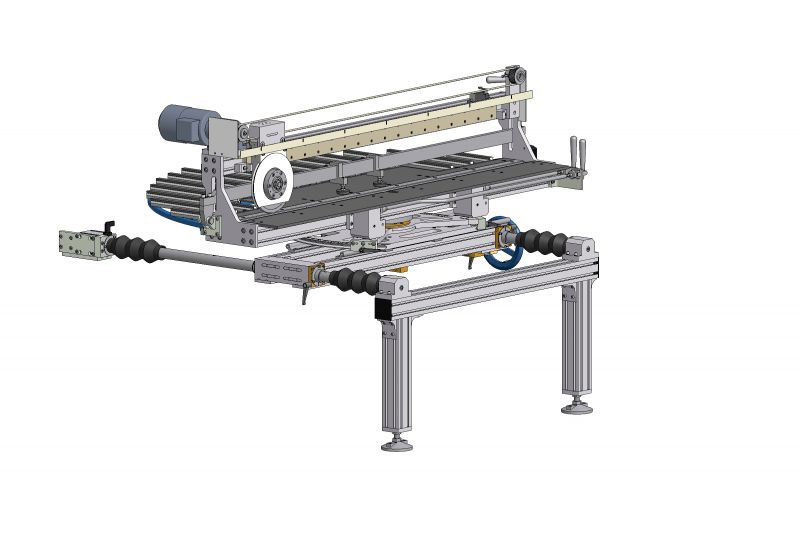
The STA-M unit is flanged to the exit area of the QUADRO profile shaping machine. After the profile shaping process and when the lateral profiling areas having been notched by an AK QUAD, profiled panels may be cut at an angle ranging from 0° to ± 60°. The Quadro machine controller calculates the eventual cutting position using the programmed profile parameters. When the desired length is reached, the machine controller will stop the QUADRO’s profiling process. The operator adjusts the cutting unit for the required angle. Now the profile plate is clamped to the supporting table of the cutting unit by means of the manual hold-down device, then it is cut with the motorised roller shear by the operator pressing a button.
processable materials:
ferrous metals (≤ 400N/ mm²) 0.5 mm – 0.7 mm
non-ferrous metals (≤ 700N/ mm²) 0.6 mm – 0.8 mm
dimensions (l x w x h):
1,700 mm x 2,100 mm x 1,300 mm
weight:
315 kg
Electrohydraulic notching unit AK-QUAD
 Electrohydraulic notching unit AK QUAD that is designed as an independent unit that is flanged on the QUADRO series of profile shaping machines or the special notching units to produce rhombic shapes, shingles or tiles. The notching unit is installed in front of the QUADRO profile shaping machine or it may be operated by means of an independent controller. The controller of the profiling system is programmed to support the notching sequence for the integration into the production process. The required tool holders along with the hydraulic equipment are installed on an additional unit that is connected to the QUADRO control unit. The basic set includes a tool kit to notch soffit panels (reveal panels). Tool kits are interchangeable and other types are available for specific shapes and profiles. We can produce tools to customer specifications. Available cut-out dimensions are 30 x 100 mm, 40 x 100 mm and 50 x 100 mm. The AK-QUAD can also be used as a standalone notching unit. With the appropriate tooling, the unit can cater for applications producing rhombic shapes, shingles or tiles.
Electrohydraulic notching unit AK QUAD that is designed as an independent unit that is flanged on the QUADRO series of profile shaping machines or the special notching units to produce rhombic shapes, shingles or tiles. The notching unit is installed in front of the QUADRO profile shaping machine or it may be operated by means of an independent controller. The controller of the profiling system is programmed to support the notching sequence for the integration into the production process. The required tool holders along with the hydraulic equipment are installed on an additional unit that is connected to the QUADRO control unit. The basic set includes a tool kit to notch soffit panels (reveal panels). Tool kits are interchangeable and other types are available for specific shapes and profiles. We can produce tools to customer specifications. Available cut-out dimensions are 30 x 100 mm, 40 x 100 mm and 50 x 100 mm. The AK-QUAD can also be used as a standalone notching unit. With the appropriate tooling, the unit can cater for applications producing rhombic shapes, shingles or tiles.Electrohydraulic notching unit AK QUAD 4
 Electrohydraulic notching unit AK QUAD 4 that is designed as an independent unit that is flanged on the QUADRO series of profile shaping machines or special notching units to produce rhombic shapes, shingles or tiles. The notching unit is installed in front of the QUADRO profile shaping machine or it may be operated by means of an independent controller. The controller of the profiling system is programmed to support the notching sequence for the integration into the production process. The required four tool holders along with the hydraulic equipment are installed on an additional unit that is connected to the QUADRO control unit. The four tool carriers can be utilised to produce notches on edge folds and 90° corner folds in a single pass. The basic set includes a tool kit to notch soffit panels (reveal panels). This consists of a set of tools to produce notches for edge folds, and a second set of tools to notch 90° corner folds. Tool kits are interchangeable and other types are available for specific shapes and profiles. We can produce tools to customer specifications. Available cut-out dimensions are 30 x 100 mm, 40 x 100 mm and 50 x 100 mm. The AK QUAD can also be used as a standalone notching unit. With the appropriate tooling, the unit can cater for applications producing rhombic shapes, shingles or tiles.
Electrohydraulic notching unit AK QUAD 4 that is designed as an independent unit that is flanged on the QUADRO series of profile shaping machines or special notching units to produce rhombic shapes, shingles or tiles. The notching unit is installed in front of the QUADRO profile shaping machine or it may be operated by means of an independent controller. The controller of the profiling system is programmed to support the notching sequence for the integration into the production process. The required four tool holders along with the hydraulic equipment are installed on an additional unit that is connected to the QUADRO control unit. The four tool carriers can be utilised to produce notches on edge folds and 90° corner folds in a single pass. The basic set includes a tool kit to notch soffit panels (reveal panels). This consists of a set of tools to produce notches for edge folds, and a second set of tools to notch 90° corner folds. Tool kits are interchangeable and other types are available for specific shapes and profiles. We can produce tools to customer specifications. Available cut-out dimensions are 30 x 100 mm, 40 x 100 mm and 50 x 100 mm. The AK QUAD can also be used as a standalone notching unit. With the appropriate tooling, the unit can cater for applications producing rhombic shapes, shingles or tiles.
Bending station UKST
 The electrohydraulic bending station is installed downstream from the QUADRO profiling machine. The bending sequence is programmed and integrated into the automated process using the control system of the profiling machine.
The electrohydraulic bending station is installed downstream from the QUADRO profiling machine. The bending sequence is programmed and integrated into the automated process using the control system of the profiling machine.In addition, the bending station is equipped with its own control system and can therefore also be used independently for other bending processes such as rhombuses, facade clapboards/ shingles, and coffers.
Foil laminating machine FBM
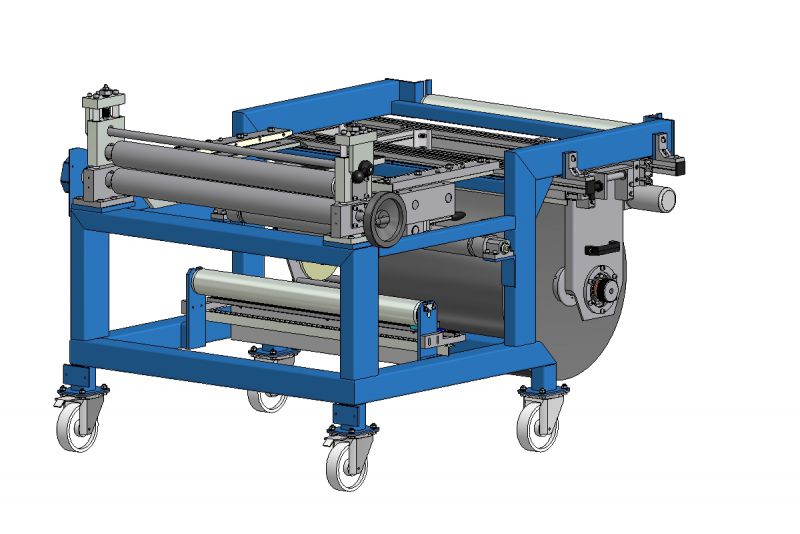
To bond acoustic barriers or insulating film as well as felt rolls to the plates during the profile shaping operation. The foil laminating system is compatible with the Schlebach profile shaping machines of the type SPM/ PMC/ SPA/ PAC/ QUADRO. The foil/ felt material that must be bonded is clamped to a mandrel. With the help of a fork lift truck, the FBM may be loaded with the required rolls from the side. A built-in edge control system ensures smooth unwinding of the material with simultaneous precise bonding of the foil/ felt to the bottom of the sheet metal. The pressure rollers mounted at the front apply the foil/ felt material without bubbles. During bonding process, the protective foil on adhesive side of the foil/ felt material is removed automatically and simultaneously wound on to a separate shaft.
foil roller widths that may be processed: 150 mm – 730 mm
max. foil roller diameter: 280 mm
inner/ clamping diameter: 76 mm
working height: 890 mm
terminal voltage: 230 V/ 50 Hz/ 1 phase
dimensions (l x w x h): 1,750 mm x 1,720 mm x 1,150 mm
weight: 700 kg
suitable for the following materials:
non-ferrous metals to 0.8 mm
sheet steel up to 0.7 mm
Decoiler AH1250A1
A decoiler for metal coils with a max. weight of 1,000 kg and a max. coil width of 1,250 mm. The decoiler consists of a welded frame and a continuously adjustable mandrel on ball bearings with centre adjustment. The clamping range of the mandrel ranges from a min. of 280 mm to a max. of 530 mm inner coil diameter (optionally up to 650 mm). The manual braking assembly prevents metal coil overtravel. The decoiler is mobile because the decoiler is equipped with four swivelling castors. Extendable supports may be used to clamp the decoiler on site.
Decoiler AH1250K5

A decoiler for metal coils with a max. weight of 5,000 kg and a max. coil width of 1,250 mm. The decoiler consists of an exceptionally stable welded frame and a continuously adjustable mandrel on ball bearings with centre adjustment. The clamping range extends from a min. of 380 mm to a max. of 530 mm inner coil diameter. A standard braking assembly prevents metal coil overtravel.
Decoiler AH-PFL

A decoiler with pneumatic clamping for metal coils with a max. weight of 2,000 kg and a max. coil width of 800 mm. The decoiler consists of a solid, welded base frame, and a pneumatically actuated floating mandrel (6 bar working pressure). Because of the one-sided, floating support, the decoiler may be loaded from the front by a forklift or crane. The clamping range extends from a min. of 380 mm to a max. of 420 mm inner coil diameter. The support plates that are supplied with the unit extend the clamping range of the mandrel from a min. of 480 mm to a max. of 520 mm. The max. permissible outer diameter of the coil is 1,100 mm. A pneumatic brake prevents any overrun of the metal coils. Four pneumatic cylinders can extend the castors when the decoiler must be moved manually. When the castors are retracted, the decoiler is placed on four stands, i.e. it is secured on site against it rolling away.
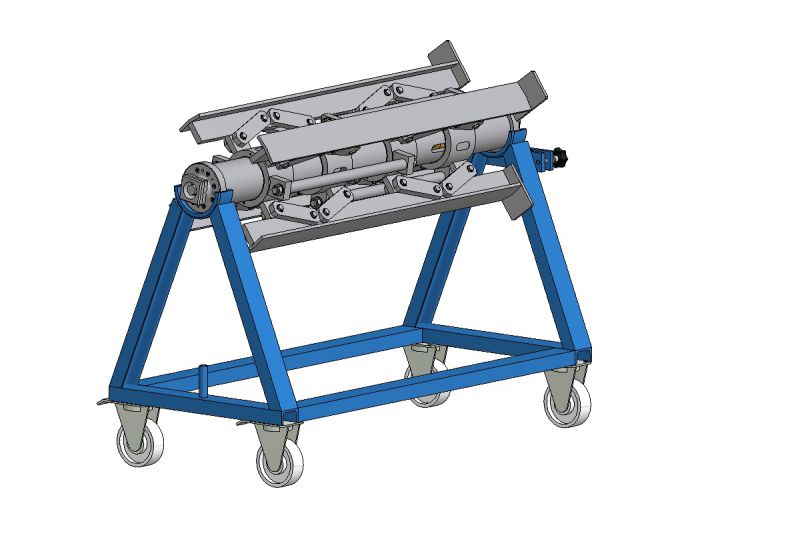
Decoiler TRANS-ASPO
The TRANS-ASPO uncoiler is for fast and simple holding of 1 t coils. Due to the flying bearing and the manual height adjustment, the coil can be placed on the tensioning mandrel and tensioned manually without additional lifting equipment. The uncoiler is equipped with four travel rollers (two of which with fixing brake), and can therefore be placed easily in front of the working machine.
More products and solutions

Profiling machine QUADRO KS
Our profiling machine QUADRO KS - for e.g. the economical production of long, conical profiled sheets for dome or tent roof shapes or also long conical fitting sheets

Profiling machine QUADRO XXL
Our profiling machine QUADRO XXL - built on a robust base frame and designed mobile with four castors
Profiling machine QUADRO XL
Our profiling line QUADRO XL - high-quality production of sheet metal profiles from the most different fields of application and with the shortest changeover time