

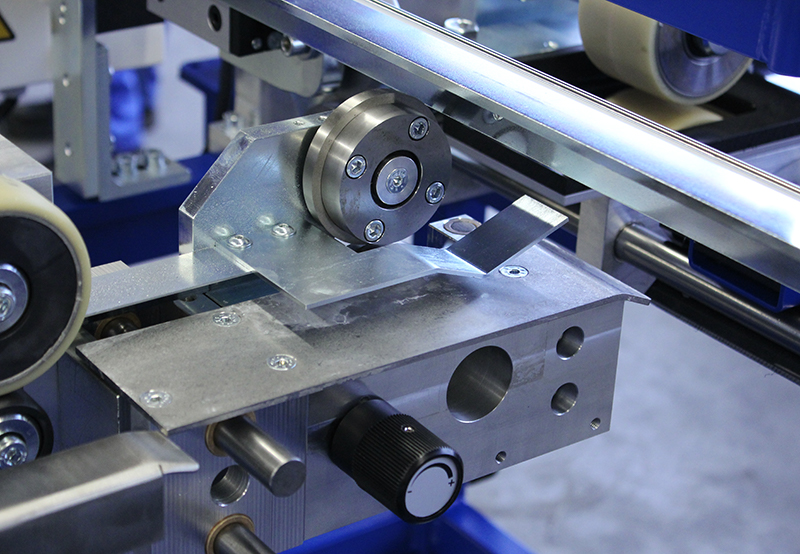
Profiliermaschine aus der robusten SPM/ PMC-Reihe mit Rollenschere RS zum Quertrennen per Hand vor dem Profilieren, zur Herstellung von Doppelstehfalzprofil in 25 mm oder 32 mm Höhe, wahlweise Standard (SPM RS) oder mit Cliprelief (PMC RS).

Rollenschere RS
Längstrennung LS (optional)
Merkmale
- robust und für viele Bereiche des Doppelstehfalzes einsetzbar
- kann durch den modularen Aufbau auch noch zu einem späteren Zeitpunkt mit weiteren Zusatzelementen nachgerüstet werden
- Rollenschere RS zur Quertrennung per Hand vor dem Profilieren
- optional auch mit Rollenmesser LS zur Längstrennung vor dem Profilieren erhältlich
- mit Bandeinzug und Kupplung für Einzugstopp
- elektromechanische Längenmesseinrichtung
- schräge und konische Scharen, oder Passscharen in 2 Arbeitsgängen
- Einlaufbreite max. 870 mm, stufenlos einstellbar
alternativ: Sondervariante SPM-RS 1000 / PMC-RS 1000 mit max. 1.080 mm - kürzeste Scharenlänge 500 mm (materialabhängig)
- wahlweise für Doppelstehfalz Standard (SPM-RS), oder mit Cliprelief (PMC-RS)
- Rollensätze sowohl für Doppelstehfalz 25 mm, als auch 32 mm erhältlich
- verstellbare, kugelgelagerte Einlaufführungen zur seitlichen Führung des Tafelmaterials
- Profilrollen aus hochwertigem Spezialstahl mit hohem Rost- und Verschleißschutz
- abdruckfreie und materialschonende Fertigung der Scharen durch gefederte Lagerung der Profilrollen
Video
Profilinformationen
a) Bandbreite
Für die Profilhöhe 25 ergibt sich aus der entsprechenden Bandbreite folgende Profilabmessung:

Für die Sondervariante 32 ergeben sich folgende Abmessungen:

b) Deckbreite
Beim Verlegen sind die sich ergebenden Deckbreiten zu berücksichtigen:

Für die Sondervariante 32 ergeben sich folgende Abmessungen:

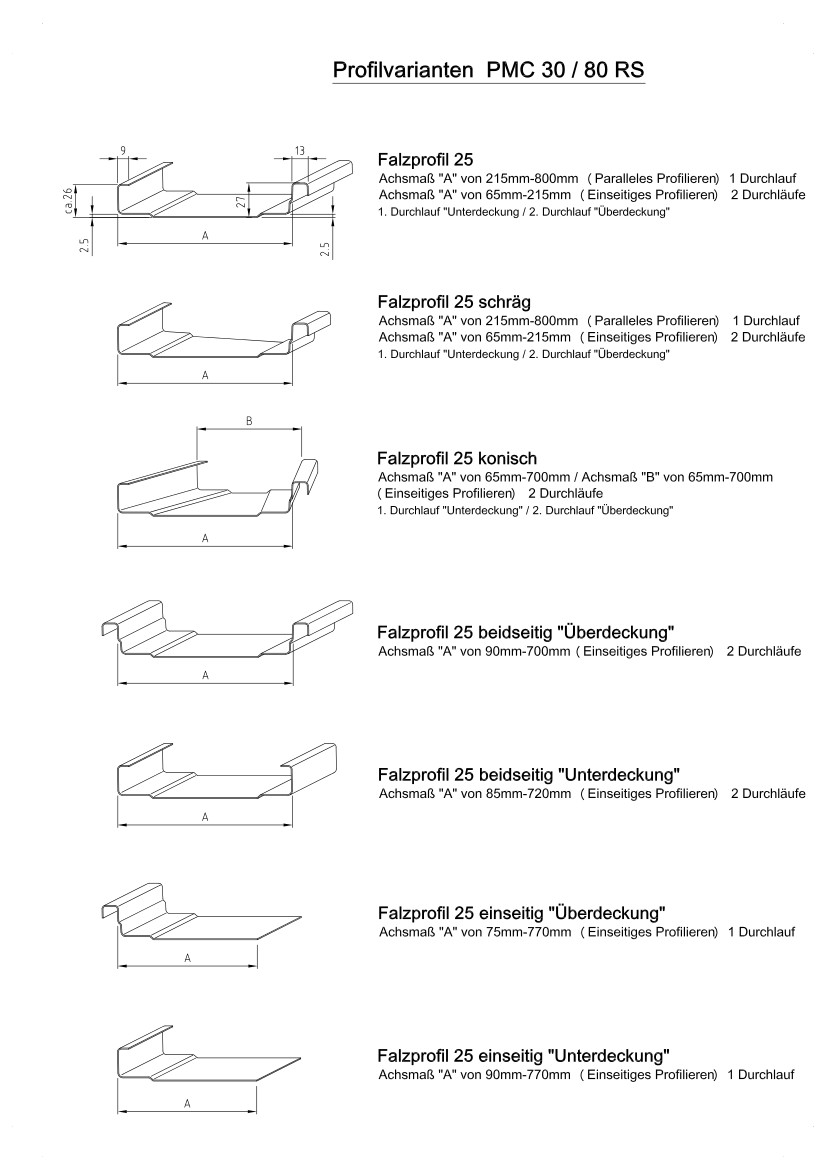
c) Varianten
Folgende Profilvarianten können auf der SPM RS hergestellt werden:

a) Bandbreite
Für die Profilhöhe 25 ergibt sich aus der entsprechenden Bandbreite folgende Profilabmessung:

Für die Sondervariante 32 ergeben sich folgende Abmessungen:

b) Deckbreite
Beim Verlegen sind die sich ergebenden Deckbreiten zu berücksichtigen:

Für die Sondervariante 32 ergeben sich folgende Abmessungen:

c) Varianten
Folgende Profilvarianten können auf der PMC RS hergestellt werden:
a) Historie
Metall wird schon seit mehreren Jahrhunderten als Material für technisch anspruchsvolle Dacheindeckungen verwendet (z. B. Bleideckung des Kölner Doms ca. 500 Jahre alt). Der Doppelstehfalz als Verbindungstechnik ist seit ca. Anfang des letzten Jahrhunderts in der Literatur bekannt und kann als Weiterentwicklung des einfachen Stehfalzes betrachtet werden.
b) Anwendung
Die Falztechnik gilt als die handwerkliche Verbindungstechnik für Dachdeckungen aus Dünnblechen. Sie ermöglicht die regendichte Deckung auch bei kompliziertesten Dachformen (z. B. Turm-, Kuppel-, Schirmkonstruktionen). Man erhält dabei eine feinlinige Optik mit einer Vielzahl von Detailvarianten.

c) Technik
Durch entsprechende Verformungen (Überdeckung „A“ und Unterdeckung „B“) an den beiden Längsrändern wird die Metallbahn für die Falzverbindung vorbereitet.

Nach der Verlegung auf einer entsprechend vorbereiteten Unterkonstruktion und der Befestigung der Metallbahn mittels Befestigungselementen (sog. „Haften“) wird die nächste Bahn aufgelegt und die Falzverbindung zwischen den beiden Bahnen zum einfachen Winkelfalz oder zum Doppelstehfalz geschlossen.

Der Falz kann je nach klimatischen oder optischen Anforderung in unterschiedlichen Höhen ausgeführt werden.
a) Unterkonstruktion
Es sind die landesspezifischen, Normen, Richtlinien und Gesetze zu beachten.
b) Fertigung
Maschinelle Herstellung der Profile
Zur wirtschaftlichen Fertigung des Stehfalzprofils können je nach Anforderung und Profilgröße aus dem Schlebach-Programm verschiedene Ausführungen von Profiliermaschinen ausgewählt werden.
Aus dem Kleinmaschinen-Programm stehen für den Stehfalz 25 mm die Profiliermaschinen EPM 25, MINI LIGHT, MINIPROF und MINIPROF PLUS zur Verfügung. Die Maschinen der Baureihe SPM dienen ebenfalls der Fertigung des Stehfalzes 25 oder 32.
Dazu gehören z. B. die Maschinentypen SPM, SPM RS, SPM-LM-QA60 oder die vollautomatische Version SPA.
Für größere Profilhöhen ab 38 mm bis 50 mm können Maschinen der Baureihe QUADRO eingesetzt werden.
Für die Eindeckung von Rundgaupen oder Kuppeldächern müssen die Profilierten Bahnen abhängig vom Radius in einem weiteren Arbeitsgang vor der Verlegung konvex gebogen werden.

Das Rundbiegen erfolgt dabei auf einer Rundbogenmaschine RBM.
c) Montage
Verlegung der Profilbahnen
Man unterscheidet zwischen Tafeldeckung mit in der Länge begrenzten Zuschnitten und Bandeckung mit materialabhängigen Bahnlängen von bis zu 14 m und in geprüften Einzelfällen auch länger.
Je nach eingesetztem Material sind hierbei bei der Verlegung die entsprechenden Herstellerhinweise und landesspezifischen Vorgaben, Normen und Richtlinien zu beachten. Hierzu gibt es seitens Schlebach entsprechende Verlegerichtlinien speziell für die Verwendung von Aluminium und Edelstahl.
Befestigen der Profilbahnen
Für das mechanische Sichern der Profilbahnen auf der Unterkonstruktion werden sog. Haften mit den entspr. Befestigungsmitteln Nägel oder Schrauben verwendet. Die Haften können dabei als Festhaften oder zur Aufnahme von Längsdehnungen als Schiebehaften ausgeführt werden.

Je nach verwendetem Material für die Eindeckung und dem Aufbau der Unterkonstruktion stehen für die Haften und die Befestigungsmaterialien verschiedene Ausführungsvarianten zur Verfügung. Weitere Informationen sind z. B. über folgende Bezugsadressen erhältlich:
Haftensysteme:
www.rheinzink.com
www.rees-oberstdorf.de
www.rooftec.de
www.metalroofclips.com
www.protectum-haften.de
www.sfsintecusa.com
Befestigungsmittel:
www.sfsintecusa.com
www.fixfast.de
Die Anzahl und Abstände der zu setzenden Haften sind abhängig von den örtlichen Gegebenheiten bzgl. der Windsogbelastung am Gebäude. Hierzu sind entsprechende Nachweise zu führen und die landesspezifischen Normen und Richtlinien zu beachten.
Einfalzen der Profilbahnen
Nach dem jeweiligen Befestigen der Profilbahn mittels Haften wird wird die Überdeckungsseite auf die Unterdeckungsseite des Profils aufgelegt und eingefalzt. Je nach Beanspruchung und technischen Vorgaben kann die Falzverbindung als einfache Winkelfalz- oder Doppelstehfalzverbindung erfolgen.
Hierzu können Handschliesser oder auch angetriebene Falzmaschinen verwendet werden.Schlebach bietet dazu die Falzschließer vom Typ Flitzer, PICCOLO oder Spider an. Je nach Material und Falztyp können die Maschinen mit verschiedenen Falzrollen bestückt werden.
Ausführung von Anschlüssen, Dachrandabschlüssen und Durchbrüchen
Für die Stehfalztechnik gibt es für die verschiedenen Anschlußarten entsprechend handwerklich auszuführende Lösungen. Hierbei sind die Vorgaben der Materialhersteller und die einschlägigen Fachregeln und Vorschriften zu beachten.
Für den runden Traufabschluß bietet Schlebach die beiden maschinentechnischen Lösungen KLS und EHA als wirtschaftliche Lösung an.


Weitere Anschlüsse und Abschlüsse werden auch durch entsprechende Abkantbleche hergestellt. Die Fertigung erfolgt dabei meist auf manuellen oder CNC-Abkantmaschinen.
d) Materialien
Es kommen überwiegend kaltgewalzte Bleche und Bänder aus den Metallen Edelstahl, Stahl, Titanzink, Aluminium und Kupfer mit Dicken zum Einsatz.
Es sind dabei die Hinweise und Vorgaben der Materialhersteller zu beachten.
www.rheinzink.com
www.kme.com
www.vmzinc.com
www.prefa.com
www.nedzink.com
www.aperam.com
www.ssab.com
Zubehör
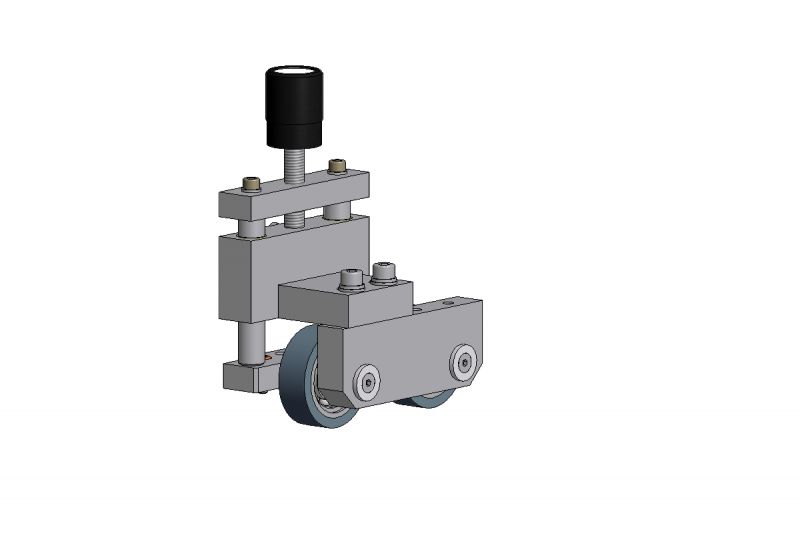
Materialführungshilfe zum einseitigen Profilieren von Scharen. Sie kann mit geringem Aufwand auf sämtlichen Einlaufführungen der Schlebach Profiliermaschinen montiert werden.
Durch den Einsatz des Guideboys wird beim einseitigen Profilieren das Verlaufen des Blechmaterials zur Maschinenmitte hin verhindert. Die erforderliche Kraft quer zur Profilierrichtung kann über die Verstellung des Richtungswinkels, als auch über die Erhöhung des Anpressdrucks auf das Blechmaterial beeinflusst werden.
Dank hochwertigen, mit einer Spezialgummierung versehenen Druckrollen ist eine Beschädigung der Materialoberfläche ausgeschlossen.

Sickeneinrichtung zum Einprägen von Längssicken mit einer Breite von 25 mm und einer Tiefe von ca. 1,1 mm in die Sichtfläche der profilierten Scharen. Die Sickeneinrichtung besteht aus einer Führungseinheit, oberen und unteren Sickenrollen mit Haltern.
Die Sickeneinheiten sind mit hochwertigen, kugelgelagerten Sickenrollen ausgestattet, welche eine maximale Oberflächenschonung der Profilscharen gewährleisten. Die Sickeneinheiten können quer zur Profilierrichtung stufenlos verstellt und damit der Abstand, der in die Scharen einzuprägenden Sicken variabel gestaltet werden.
Hinweis: Das Einprägen von Längssicken ist beim Profilieren von konischen Scharen nicht möglich.
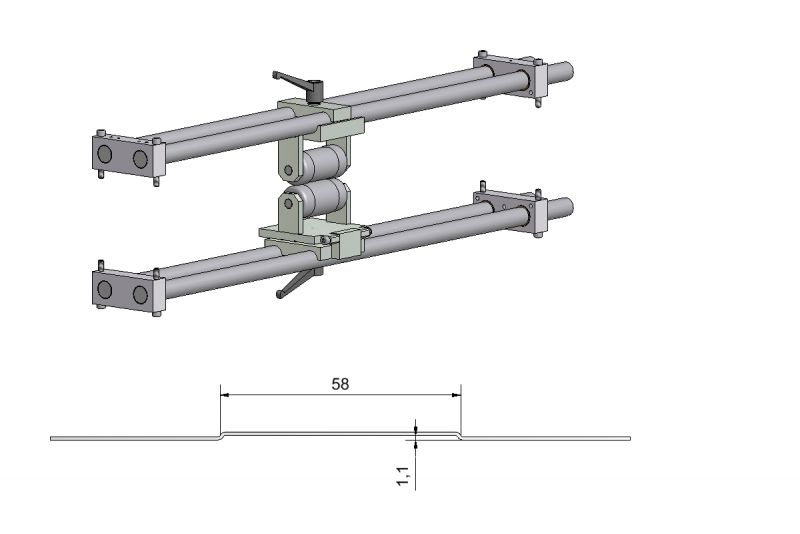
Sickeneinrichtung zum Einprägen von einer Längssicke, mit einer Breite von 58 mm und einer Tiefe von ca. 1,1 mm in die Sichtfläche der profilierten Scharen. Die Sickeneinrichtung besteht aus einer Führungseinheit, oberer und unterer Sickenrolle mit Halter. Die Sickeneinheit ist mit hochwertigen, kugelgelagerten Sickenrollen ausgestattet, welche eine maximale Oberflächenschonung der Profilscharen gewährleisten. Die Sickeneinheit kann quer zur Profilierrichtung stufenlos verstellt werden.
Hinweis: Das Einprägen von Längssicken ist beim Profilieren von konischen Scharen nicht möglich.
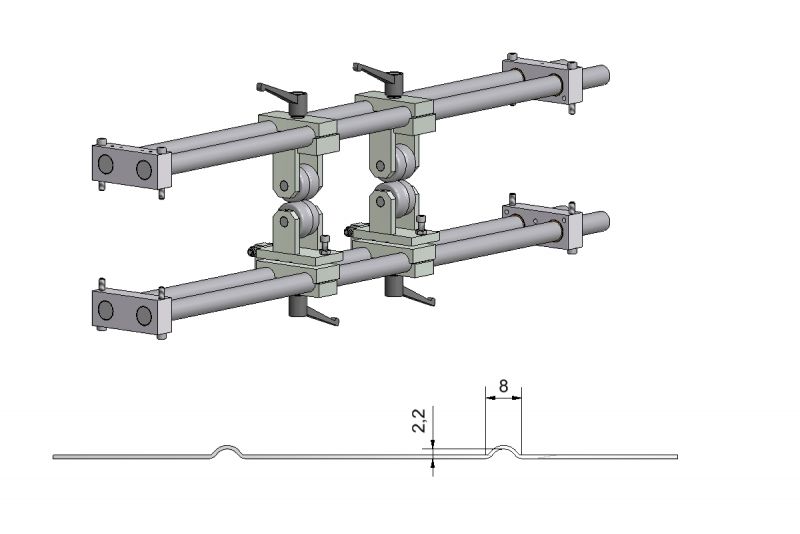
Sickeneinrichtung zum Einprägen von Rundsicken, mit einer Breiten von 8 mm und einer Tiefe von ca. 2,2 mm in die Sichtfläche der profilierten Scharen. Die Sickeneinrichtung besteht aus einer Führungseinheit, oberen und unteren Sickenrollen mit Haltern. Die Sickeneinheiten sind mit hochwertigen, kugelgelagerten Sickenrollen ausgestattet, welche eine maximale Oberflächenschonung der Profilscharen gewährleisten. Die Sickeneinheiten können quer zur Profilierrichtung stufenlos verstellt werden. Damit kann der Abstand der in die Scharen einzuprägenden Sicken variabel gestalten werden.
Hinweis: Das Einprägen von Rundsicken ist beim Profilieren von konischen Scharen nicht möglich.
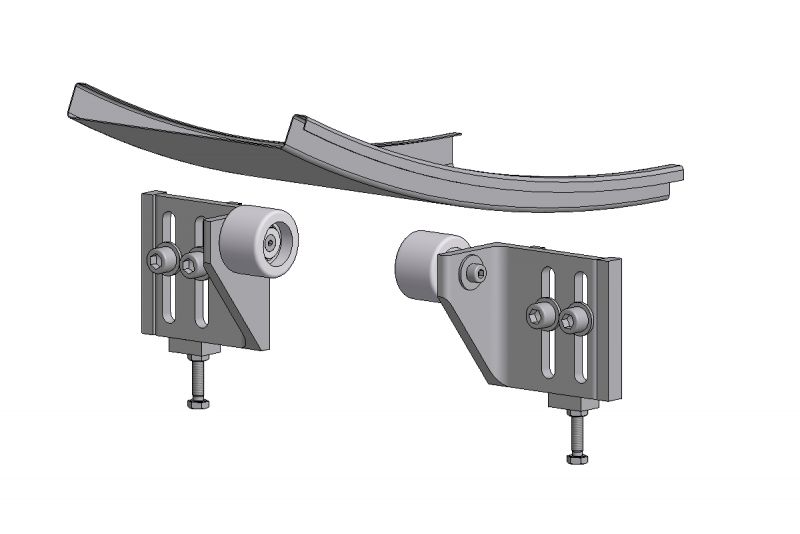
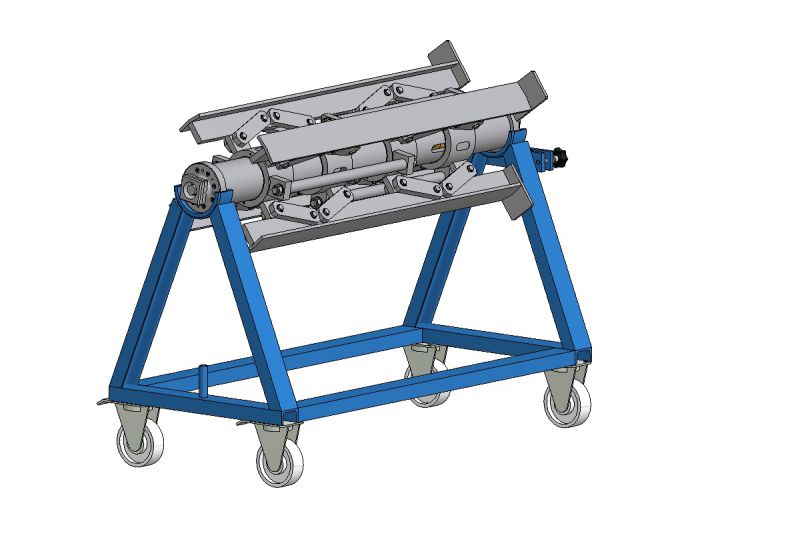
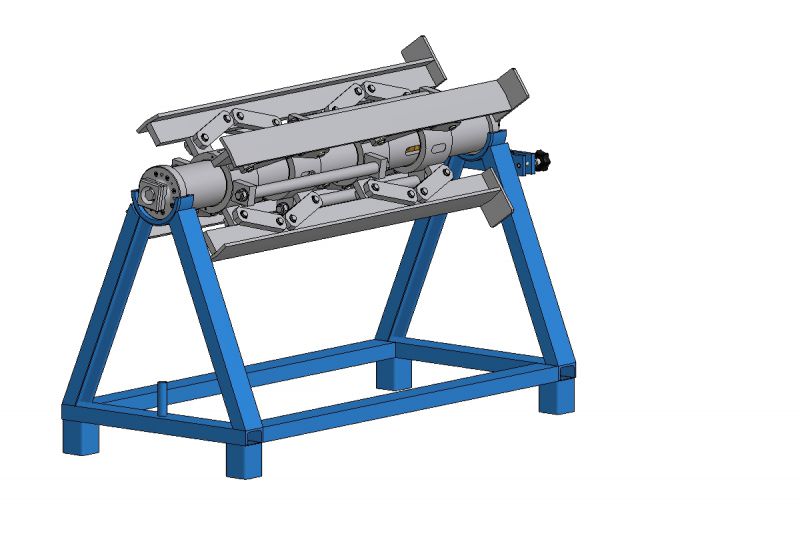
Staucheinrichtung zur Herstellung konkaver Falzprofilscharen mit einer maximalen Profilhöhe von 25 mm und einem Mindestbiegeradius von 3000 mm. Die Staucheinrichtung wird am Maschinenauslauf der Profiliermaschine montiert und ist auch für den nachträglichen Anbau geeignet. Das über die Profiliermaschine gefertigte Falzprofil wird automatisch der Staucheinrichtung zugeführt und mittels variabel einstellbarer Druckrollen im gewünschten Radius gebogen. Die Staucheinrichtung besteht aus zwei Biegeeinheiten, jeweils eine für die Unter- als auch für die Überdeckungsseite des Profils.
Hinweis: Das Stauchen der Profilschare ist nur bei parallelen, beidseitig profilierten Scharen möglich.
Abwickelhaspel für Blechcoils bis zu einem Gewicht von max. 1.000 kg, sowie einer Coilbreite bis max. 1.250 mm. Der Abwickelhaspel besteht aus einem Schweißrahmen, sowie einem stufenlos verstellbarem und kugelgelagertem Innenspanndorn mit Zentralverstellung. Der Spannbereich reicht von min. 280 mm bis max. 550 mm Coil – Innendurchmesser (optional bis 650 mm). Die manuelle Bremseinrichtung verhindert ein Nachlaufen des Blechcoils. Durch die Ausstattung des Abwickelhaspels mit vier Lenkrollen ist der Coilwagen fahrbar. Mittels ausfahrbarer Stützen kann der Abwickelhaspel am Einsatzort fixiert werden.
Abwickelhaspel für Blechcoils bis zu einem Gewicht von max. 5.000 kg, sowie einer Coilbreite bis max. 1.250 mm. Der Abwickelhaspel besteht aus einem besonders stabilen Schweißrahmen, sowie einem stufenlos verstellbarem und kugelgelagertem Innenspanndorn mit Zentralverstellung. Der Spannbereich reicht von min. 380 mm bis max. 530 mm Coil – Innendurchmesser. Die serienmäßige Bremseinrichtung verhindert ein Nachlaufen des Blechcoils.

Pneumatisch spannender Abwickelhaspel für Blechcoils bis zu einem Gewicht von max. 2.000 kg, sowie einer Coilbreite bis max. 800 mm. Der Abwickelhaspel besteht aus einem massiven, geschweißten Grundrahmen, einem pneumatisch betätigten und fliegend gelagerten Innenspanndorn (Arbeitsdruck 6 bar). Bedingt durch die einseitige, fliegende Lagerung kann der Abwickelhaspel mit einem Gabelstapler oder Kran frontseitig beschickt werden. Der Spannbereich reicht von min. 380 mm bis max. 420 mm Coil – Innendurchmesser. Unter Verwendung der zum Lieferumfang gehörenden Auflageplatten kann der Spannbereich des Dorns von min. 480 mm bis max. 520 mm erweitert werden. Der zulässige Coil – Außendurchmesser beträgt max. 1.100 mm. Eine pneumatisch wirkende Bremseinrichtung verhindert sicher ein Nachlaufen des Blechcoils. Mittels vier pneumatischer Hubzylinder können die Fahrrollen ausgefahren und der Abwickelhaspel manuell verfahren werden. Durch Absenken der Fahrrollen wird der Abwickelhaspel auf vier Standfüßen abgesetzt und somit gegen Wegrollen am Standort fixiert.
Der Abcoiler TRANS-ASPO dient zur schnellen und einfachen Aufnahme von 1 t-Coils. Durch die fliegende Lagerung und die manuelle Höhenverstellung kann das Coil ohne weitere Hebeeinrichtungen auf den Spanndorn aufgeschoben und manuell gespannt werden. Der Abcoiler ist mit vier Fahrrollen (zwei davon mit Feststellbremse) ausgestattet und somit einfach vor der Arbeitsmaschine positionierbar.