

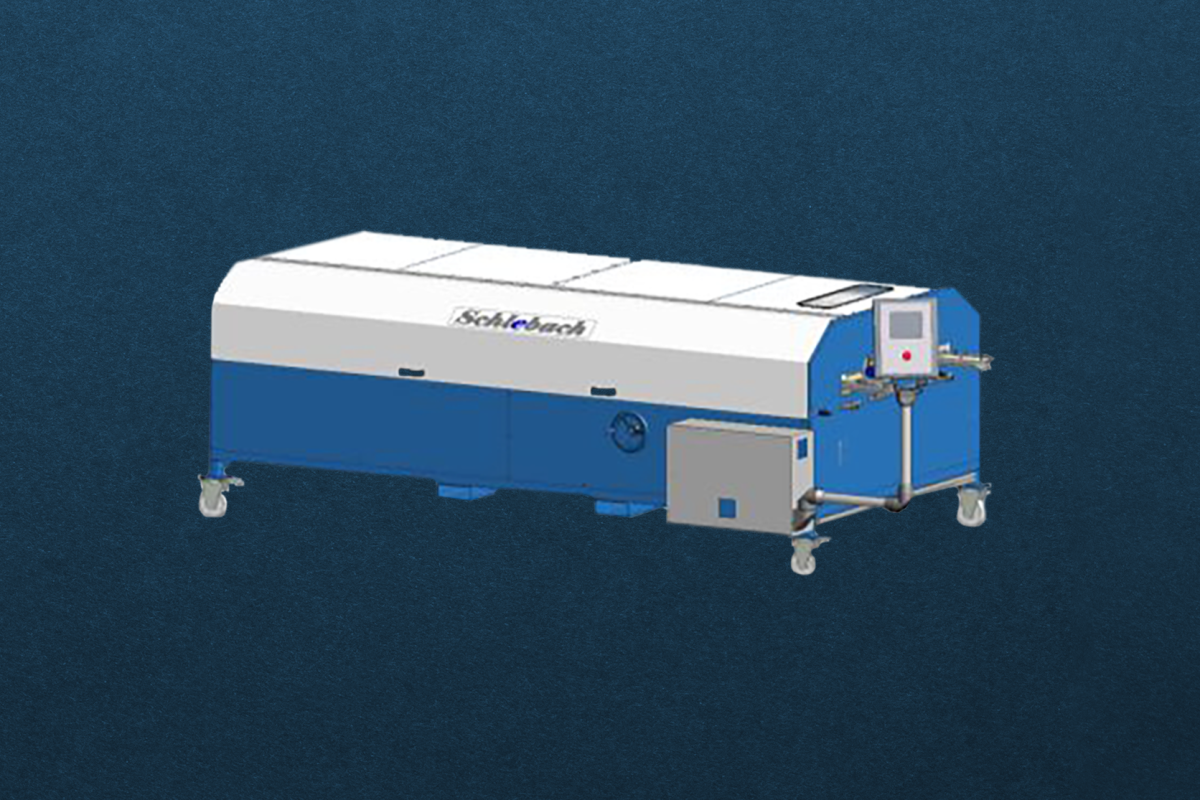
The QUADRO-KS profiling machine is a versatile and multifunctional profiling system. The flexible profiling options already proven in the basic QUADRO variant are supplemented in the QUADRO-KS variant by the conical profiling operating mode. In this case, the strip is transported, cut at an angle and profiled in a single operation, irrespective of the profile shape. This results in a possible field of application, e.g. the economical production of long, conical profile webs for dome or tent roof shapes or also long conical fitting webs.
Thanks to the clever interchangeable cassette system, a large number of different profiles can be produced economically on machines of the Quadro series. Very short changeover times by swiveling or exchanging cassettes.



Features
Quadro Serie
- Robust, versatile and multifunctional
- User-friendly PLC control with touch panel
- Stepless width adjustment 300 – 800 (1250/XXL)
- Low length tolerance of approx. 1-2 mm
- Feed rate 14, alternative 20 m/min
- Selection of a variety of roof and façade profiles / special profiles to meet customers’ wishes
- Exchangeable cassette system for short changeover times
- High profile quality thanks to the large number of forming stations
- Can also be used for single-sided passes for conical panels
- Electrically powered roller shears to perform cross cuts with automatic cutting
- Can be adapted to suit many applications thanks to extensive accessory range / additional modules
- Shortest panel length approx. 700 mm / depending on material and profile
- Optional cutters for panel lengths over approx. 100 mm
- Optional longitudinal cutter (LS) for producing fitting strips (see Quadro KS)
- Forklift pockets for safe transport
Quadro KS
- Compact machine from the Quadro series
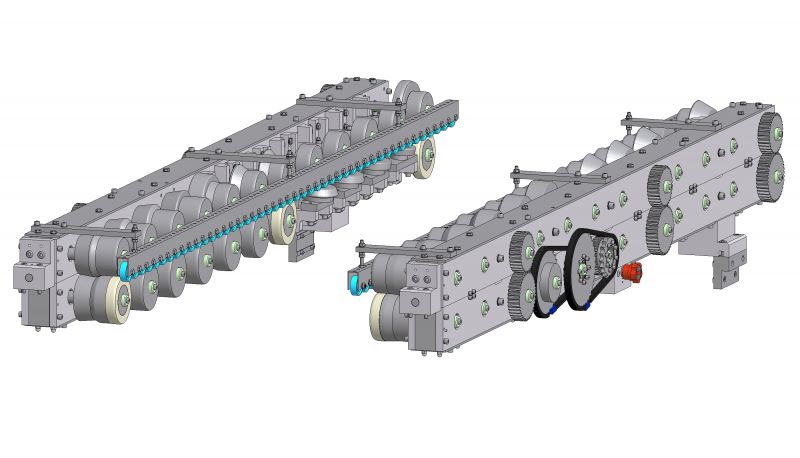
- Pivotable exchangeable cassettes with 10 forming stations
- Exchangeable cassettes with 12 forming stations (not pivotable)
Video
Profile information
Changing cassettes with 10 roller stations both sides and may be swiveled
You can select 2 profiles

Profile selection
| Double Standing Seam in height | 25, 32 and 38 mm |
| Double Standing Seam with Clip Relief in height | 25, 32 and 38 mm |
| Snap in height | 25 and 38 mm |
| Snap with Clip Relief in height | 25 and 38 mm |
| Nail Strip in height | 25 and 38 mm |
| U-profile | max. 36 mm |
Profile Information
Profile Standing Seam
Profiles Snap and Nailstrip
Changing cassettes with 10 roller stations one-sided and can not be swiveled
You can select 1 profile

Profile selection
| Double Standing Seam50 mm | |
| Double Standing Seam 50 mm with Clip Relief | |
| Double Standing Seam 50 mm (2″) USA Version |
Profile Information
Changing cassettes with 12 roller stations one-sided and can not be swiveled
you can select 1 profile
Profile selection
| Snap Lok 43,5 (1 3/4″) | |
| Sofit Panel | |
| Wall Panel | |
| Step Panel |
Profile Information
Profiles Snap and Nailstrip
Profile facade profile Prof88 and SOFFIT
Profile facade profile stepped tile panel
Special profiles according to customer specifications
Here some examples for special profiles:
Control variants
Touch panel control (PLC)

- Control panel with 5,7 Zoll touch screen (STN / colored)
- 4096 displayable colors
- Resolution 320 x 240
- Multilingual menu language
- User-friendly operator interface
- 25 program memory locations with each 40 program steps
- Manual operation as jogging mode
- Automatic operation in single-step and continuous operation
- Setting-up mode
- Feeder speed continuously adjustable with the control panel
Touch panel control (PLC) with guide rail unit
- Control panel with 5,7 ” touch screen (STN / colored)

- 4096 displayable colors
- Resolution 320 x 240
- Multilingual menu language
- User-friendly operator interface
- 25 program memory locations with each 40 program steps
- Manual operation as jogging mode
- Automatic operation in single-step and continuous operation
- Setting-up mode
- Feeder speed continuously adjustable with the control panel
- Guide rail unit for comfortable operation of the control in the infeed or discharge area of the machine
Touch panel control (PLC) with guide rail unit
- Control panel with 10,4 ” touch screen (STN / colored)

- 4096 displayable colors
- Resolution 640 x 480
- Multilingual menu language
- User-friendly operator interface
- 25 program memory locations with each 40 program steps
- Manual operation as jogging mode
- Automatic operation in single-step and continuous operation
- Setting-up mode
- Feeder speed continuously adjustable with the control panel
- Guide rail unit for comfortable operation of the control in the infeed or discharge area of the machine
More products and solutions

Profiling machine QUADRO-XXL
Our profiling machine QUADRO-XXL - Built on a robust base frame and designed mobile with 4 casters
Profiling machine QUADRO-XL
Our profiling line QUADRO-XL - High-quality production of sheet metal profiles from the most different fields of application and with the shortest changeover time

Profiling machine QUADRO
Our profiling machine QUADRO - For a wide range of profile variants, with exchangeable cassettes and 10 (swiveling) or 12 forming stations. Processing of sheet material or from coil up to 800 mm, with PLC and motorized roller shear.